| Код | 342163 | ||
| Дата создания | 2013 | ||
| Страниц | 31 ( 14 шрифт, полуторный интервал ) | ||
| Источников | 10 | ||
|
Файлы
|
|||
|
Без ожидания: файлы доступны для скачивания сразу после оплаты.
Ручная проверка: файлы открываются и полностью соответствуют описанию.
|
|||




Сварочная металлургия отличается от других металлургических
процессов высокими температурами термического цикла и малым временем существования сварочной ванны в жидком состоянии, т.е. в состоянии, доступном для металлургической обработки металла сварного шва. Кроме того, специфичны процессы кристаллизации сварочной ванны, начинающиеся от границы сплавления, и образования изменённого по своим свойствам металла зоны термического влияния.
Сварка сопровождается комплексом одновременно протекающих
процессов, основными из которых являются: тепловое воздействие на металл в зоне термического влияния, термодеформационные плавления, металлургической обработки и кристаллизации металла в объёме сварочной ванны.
Сварка - это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили её широкое применение в народном хозяйстве. С помощью сварки осуществляется производство судов, турбин, котлов, самолётов, мостов, реакторов и других необходимых конструкций.
Сваркой называется технологический процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого.
Сварное соединение металлов характеризует непрерывность структур. Для получения сварного соединения нужно осуществить межмолекулярное сцепление между свариваемыми деталями, которое приводит к установлению атомарной связи в пограничном слое.
Если зачищенные поверхности двух соединяемых металлических деталей при сжатии под большим давлением сблизить так, чтобы могло возникнуть общее, электронное облако, взаимодействующее с ионизированными атомами обоих металлических поверхностей, то получаем прочное сварное соединение. На этом принципе основана холодная сварка пластичных металлов.
Принципиальная сущность процесса сварки очень проста. Поверхностные атомы куска металла имеют свободные, ненасыщенные связи, которые захватывают всякий атом или молекулу, приблизившуюся на расстояние действия межатомных сил. Сблизив поверхности двух кусков металла на расстояние действия межатомных сил или, говоря проще, до соприкосновения поверхностных атомов, получим по поверхности соприкосновения сращивание обоих кусков в одно монолитное целое с прочностью соединения цельного металла, поскольку внутри металла и по поверхности соединения действуют те же межатомные силы.
Процесс соединения после соприкосновения протекает самопроизвольно (спонтанно), без затрат энергии и весьма быстро, практически мгновенно.
Такое самопроизвольное объединение наблюдается на объёмах однородной жидкости.
Гораздо труднее происходит объединение объёмов твёрдого вещества.
Приходится затрачивать значительные количества энергии и применять сложные технические приёмы для сближения соединяемых атомов. При комнатной температуре обычные металлы не соединяются не только при простом соприкосновении, но и при сжатии значительными усилиями. Две стальные пластинки, тщательно отшлифованные и “пригнанные”, подвергнутые длительному сдавливанию усилием в несколько тысяч килограммов, при снятии давления легко разъединяются, не обнаруживая никаких признаков соединения. Если соединения возникают в отдельных точках, они разрушаются действием упругих сил при снятии давления. Соединению твёрдых металлов мешает, прежде всего, их твёрдость, при их сближении действительное соприкосновение происходит лишь в немногих физических точках, и расширение площади действительного соприкосновения достаточно затруднительно.
Металлы с малой твёрдостью, например, свинец, достаточно прочно соединяются уже при незначительном сдавливании. У более важных для техники металлов твёрдость настолько велика, что поверхность действительного соприкосновения очень мала по сравнению с общей кажущейся поверхностью соприкосновения, даже на тщательно обработанных и пригнанных поверхностях.
На процесс соединения сильно влияют загрязнения поверхности металла - окислы, жировые плёнки и пр., а также слои адсорбированных молекул газов, образующиеся на свежезачищенной поверхности металла под действием атмосферы почти мгновенно. Поэтому чистую поверхность металла, лишенную слоя адсорбированных газов, можно сколько-нибудь длительно сохранить лишь в высоком вакууме. Такие естественные условия имеются в космическом пространстве, где металлы получают способность довольно прочно свариваться или «схватываться» при случайных соприкосновениях. В обычных же, земных условиях приходится сталкиваться с отрицательным действием, как твёрдости металлов, так и слоя адсорбированных газов на поверхности. Для борьбы с этими затруднениями техника использует два основных средства: нагрев и давление.
1 Описание конструкции
Деталь – обечайка, представляет собой цилиндрическую деталь из стали 09Г2С. Габаритные размеры Ø 8890 мм. х 5160 мм. Деталь имеет большие габариты, представляет собой сварную конструкцию оболочковой формы.
Толщина стенки 30 мм.
...
2 Описание свариваемого материала
Сталь 09Г2С- сталь конструкционная. Применяется для изготовления крупных (корпусных) листовых сварных конструкций больших доменных печей, пылеуловителей, воздухонагревателей, колонн цеха.
Для паровых котлов, аппаратов и сосудов, работающих под давлением и при температуре от 70° до 450°, а также для других ответственных листовых сварных конструкций в химическом и нефтяном машиностроении, судостроении и котлотурбостроении. Приведем химический состав 09Г2С (таблица 1)
...
Таблица 1 - химический состав в % материала 09Г2С
...
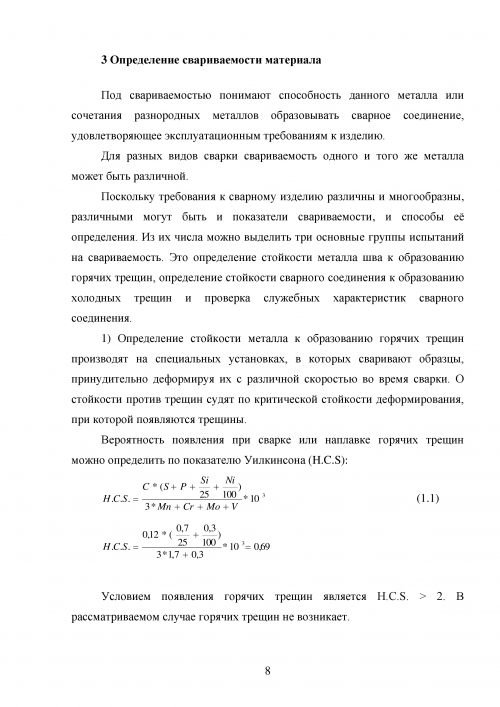
3 Определение свариваемости материала
Под свариваемостью понимают способность данного металла или сочетания разнородных металлов образовывать сварное соединение, удовлетворяющее эксплуатационным требованиям к изделию.
Для разных видов сварки свариваемость одного и того же металла может быть различной.
...
4 Разработка технологического процесса сварной конструкции
Часть производственного процесса, содержащую действия по изменению предмета производства, называют технологическим процессом.
Законченную часть технологического процесса, выполняемую на одном рабочем месте, называют технологической операцией. Она служит основной расчетной единицей для определения производительности, технического нормирования труда и расчетов загрузки оборудования. Законченную часть операции, характеризуемую постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке, называют переходом.
...
4.1 Способ изготовления заготовок
4.6 Меры по борьбе со сварными напряжениями и деформациями
Практика изготовления сварных конструкций из разных марок сталей и сплавов показывает, что получаемые сварные соединения часто имеют иные прочностные характеристики, чем основной металл. Кроме того, образование собственных напряжений изменяет запас пластичности сварных соединений, а остаточные деформации, вызванные сваркой, искажают размеры сварных изделий. Перечисленные факторы являются основными специфическими недостатками, свойственными в той или иной мере всем известным процессам сварки.
...
4.7 Контроль качества свариваемых швов
Внешний осмотр и обмеры сварных швов — наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все сварные швы независимо от того, как они будут испытаны в дальнейшем. С помощью внешнего осмотра сварных швов выявляют наружные дефекты: непровары, наплывы, прожоги, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т. п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
...