| Код | 87036 | ||||
| Дата создания | 2015 | ||||
| Страниц | 95 ( 14 шрифт, полуторный интервал ) | ||||
| Источников | 25 | ||||
| Изображений | 11 | ||||
| Оригинальность | 58.3 % | Antiplagiat [ проверено 19.11.2019 ] | ||||
|
Файлы
|
|||||
|
Без ожидания: файлы доступны для скачивания сразу после оплаты.
Ручная проверка: файлы открываются и полностью соответствуют описанию. Документ оформлен в соответствии с требованиями ГОСТ.
|
|||||




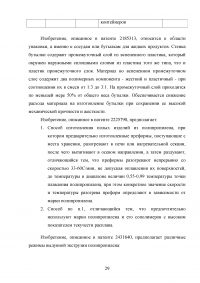













Тара и упаковка, предназначенная для продажи населению товара, является частью товара и входит в его стоимость, а после реализации переходит в полную собственность потребителя. Потребительская тара имеет ограниченную массу, вместимость, размеры. По объёму производства среди полимерной тары занимает третье место. По разнообразию и функциональному назначению она удовлетворяет почти всем требования потребителя, поэтому ее применяют для самых различных продуктов: жидких, сыпучих, пастообразных, твердых; газированных напитков, горюче-смазочных материалов, пищевых и химических продуктов.
Полимерные материалы перерабатываются множеством различных способов: экструзией, литьём под давлением, прессованием, термоформованием и многими другими. В современном мире, конкурентоспособные специалисты должны обладать не только обширными теоретическими знаниями, но и практическими навыками в условиях максимально приближенными к производственным, а возможно и более высокими. Это обеспечивает всестороннюю подготовку специалиста.
Актуальность темы данной работы заключается в том, что изделия из полимерных материалов, в частности,
Целью данной работы является рассмотрение технологии и расчет оборудования по производству одноразовой посуды из полипропилена.
В рамках поставленной цели можно выделить следующие задачи:
1.1 Общая характеристика полипропилена
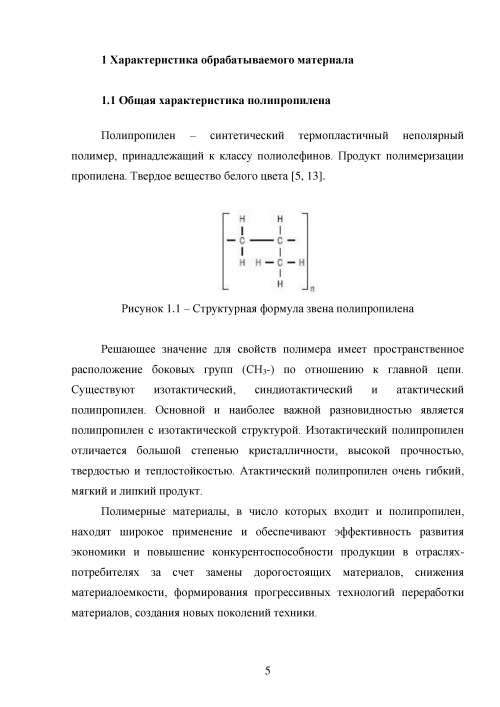
Полипропилен – синтетический термопластичный неполярный полимер, принадлежащий к классу полиолефинов. Продукт полимеризации пропилена. Твердое вещество белого цвета [5, 13].
Решающее значение для свойств полимера имеет пространственное расположение боковых групп (СН3-) по отношению к главной цепи. Существуют изотактический, синдиотактический и атактический полипропилен. Основной и наиболее важной разновидностью является полипропилен с изотактической структурой. Изотактический полипропилен отличается большой степенью кристалличности, высокой прочностью, твердостью и теплостойкостью. Атактический полипропилен очень гибкий, мягкий и липкий продукт.
...
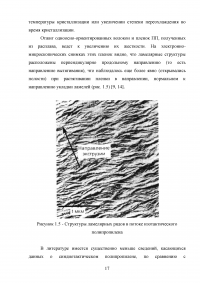
1.3 Надмолекулярная структура и механические свойства ПП
Различают гомополимер (изотактический полипропилен), блок-сополимер с этиленом (сополимер), а также статистический сополимер (random copolymer), металлоценовый полипропилен (mPP), сшитый полипропилен (PP-X, PP-XMOD). Полипропилен имеет хорошие механические свойства. Гомополимер имеет повышенную жесткость, может быть прозрачен, но хрупок при низких температурах. Блок-сополимер имеет большую ударопрочность и может использоваться при низких температурах. Имеет низкую износостойкость. Легко перерабатывается. Прозрачность материала обеспечивается за счет введения структурообразователя (нуклеатора), а также использования специальных технологических приемов (понижение температуры формы)....
1.4 Анализ и выбор оптимального изделия для производства
Полипропилен обладает высокой стойкостью к кислотам, щелочам, растворам солей и другим неорганическим агрессивным средам. При комнатной температуре не растворяется в органических жидкостях, при повышенных температурах набухает и растворяется в некоторых растворителях, например, в бензоле, четыреххлористом углероде, эфире. Полипропилен имеет низкое влагопоглощение. Характеризуется хорошими электроизоляционными свойствами в широком диапазоне температур....
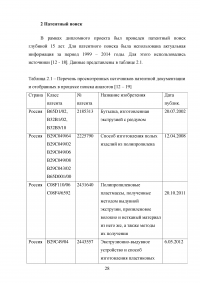
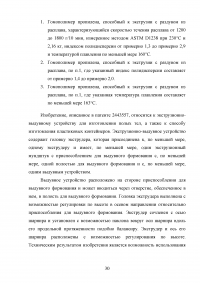
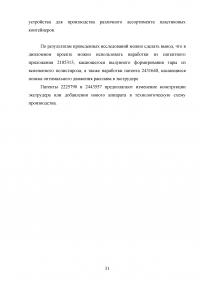
2 Патентный поиск
В рамках дипломного проекта был проведен патентный поиск глубиной 15 лет. Для патентного поиска была использована актуальная информация за период 1999 – 2014 годы. Для этого использовались источники [12 - 18]. Данные представлены в таблице 2.1....
3.1 Цель и задачи проекта
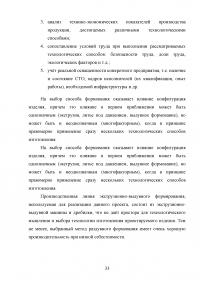
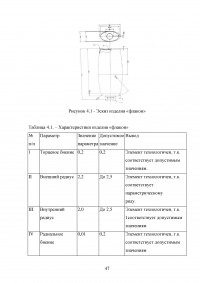
Целью дипломного проекта является разработка технологического процесса производства изделия общетехнического назначения «флакон» в соответствии с требованиями заказчика, сформулированными в техническом задании на комплексное дипломное проектирование. Существует общий порядок решения задачи выбора технологического способа изготовления изделия, который предусматривает выполнение следующих действий:...
3.2 Описание основных операций технологического процесса
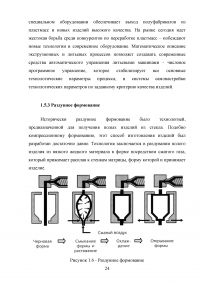
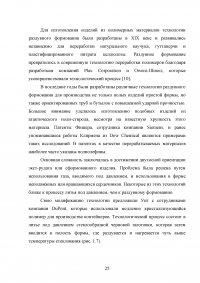
Полые и объемные изделия из термопластов - канистры, бочки, бутыли, флаконы и т. п. - чаще всего получают методом раздувного формования. Получение изделий при помощи данного метода осуществляется в две стадии: сначала получают трубную заготовку с температурой несколько ниже температуры плавления, которую затем раздувают сжатым воздухом. В основе этой технологии лежит использование не только пластической, но и преимущественно высокоэластической деформации....
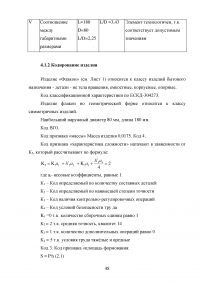
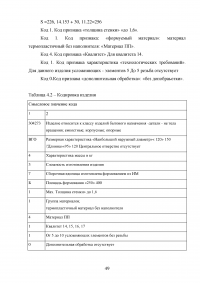
4.1.1 Принципы проектирования изделия
При создании изделия стремятся не только достигнуть высокого технического Уровня, но и максимально возможно снизить затраты труда, материалов и энергии на его проектирование, производство, эксплуатацию и утилизацию «се это характеризует изделие как объект производства. Конструкция изделия в первую очередь определяется его служебным назначением. Однако, конструктивное исполнение изделия может быть разным, при этом будут разными и затраты ресурсов. Эта разница и является результатом разного уровня технологичности изделия....
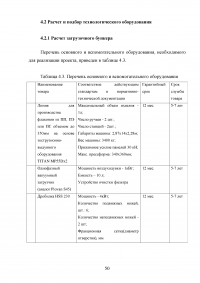
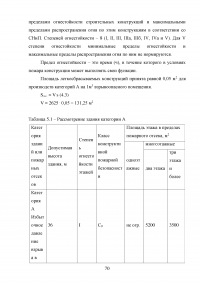
5.1 Характеристика участка строительства
Цех выдувной экструзии флаконов расположен на территории основного предприятия (на основной производственной площадке). Производственное оборудование располагается в здании цеха на первом этаже. Отметим, что для установки разработанной в данной работе установки не требуется демонтаж существующей линии, так как технологический процесс разрабатывался под уже существующее оборудование....
6.1 Автоматизация технологического процесса
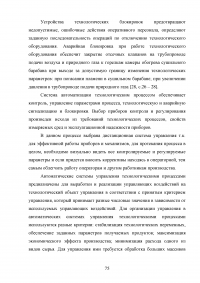
Технологические процессы современных производств характеризуются оптимальными значениями параметров, во многих случаях приближающимися к критическим значениям. В ряде случаев даже небольшие отклонения параметров от их оптимальных значений могут существенно снизить эффективность функционирования установки и даже привести к аварийной ситуации....
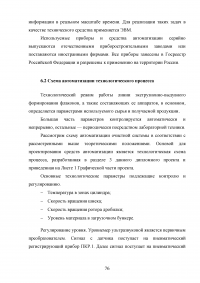
6.2 Схема автоматизации технологического процесса
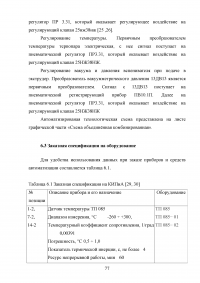
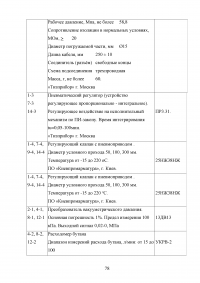
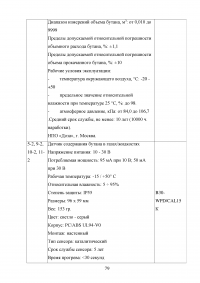
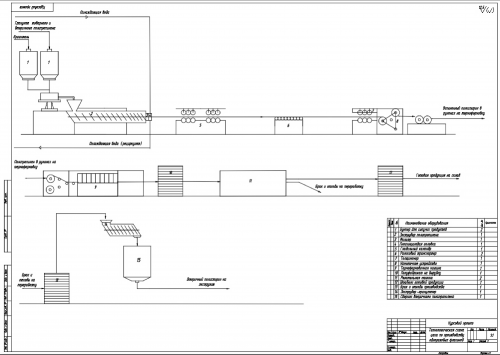
Технологический режим работы линии экструзионно-выдувного формирования флаконов, а также составляющих ее аппаратов, в основном, определяется параметрами используемого сырья и получаемой продукции. Большая часть параметров контролируется автоматически и непрерывно, остальные — периодически посредством лабораторной техники. Рассмотрим схему автоматизации очистной системы в соответствии с рассмотренными выше теоретическими положениями. Основой для проектирования средств автоматизации является технологическая схема процесса, разработанная в разделе 3 данного дипломного проекта и приведенная на Листе 1 Графической части проекта....
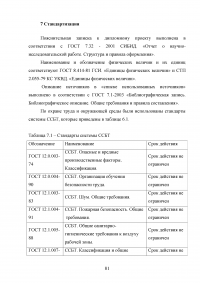
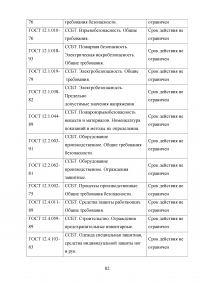
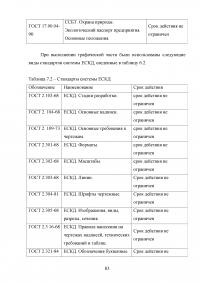
7 Стандартизация
Пояснительная записка к дипломному проекту выполнена в соответствии с ГОСТ 7.32 - 2001 СИБИД. «Отчет о научно-исследовательской работе. Структура и правила оформления». Наименование и обозначение физических величин и их единиц соответствуют ГОСТ 8.414-81 ГСИ. «Единицы физических величин» и СТП 2.055-79 КС УКВД. «Единицы физических величин»....
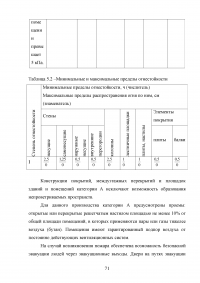
8.2.1 Средства коллективной защиты
Корпуса участка очистки отходящих газов имеют естественную и принудительную вентиляцию. Необходимый воздукообмен обеспечивается организованной естественной аэрацией, при которой свежий воздух принудительно поступает в корпуса через приточные проемы в первом этаже и уделяется через вытяжной фонарь в кровле корпуса Система механического газоотсоса должна быть непрерывной и иметь резерв. Отходящие газы, уловленные системой газоотсоса лакокрасочных, перед выбросом в атмосферу должны подвергаться обязательной очистке от пыли и паров растворителей (бутана)....
ЗАКЛЮЧЕНИЕ
В первом разделе данной дипломного проекта рассмотрены общие физические свойства полипропилена и следующие способы его получения, молекулярная и надмолекулярная структура ПП. Так, получаемый в промышленности полипропилен представляет собой смесь макромолекул преимущественно атактического полипропилена выступающего в роли. Полипропилен общего назначения, как и ударопрочный полипропилен, имеет аморфную складчатую структуру. Полипропилен, благодаря насыщенности углерод - углеродной цепи и присутствию фенильных групп, обладает хорошей химической стойкостью ко многим агрессивным веществам....