| Код | 372495 | ||
| Дата создания | 2018 | ||
| Страниц | 109 ( 14 шрифт, полуторный интервал ) | ||
| Источников | 26 | ||
| Изображений | 26 | ||
| Оригинальность | 63.4 % | Antiplagiat [ проверено 15.11.2019 ] | ||
|
Файлы
|
|||
|
Без ожидания: файлы доступны для скачивания сразу после оплаты.
Ручная проверка: файлы открываются и полностью соответствуют описанию. Документ оформлен в соответствии с требованиями ГОСТ.
|
|||






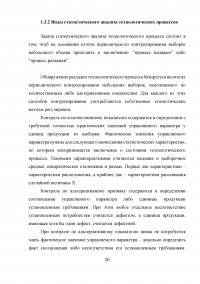













В настоящее время, статистический анализ технологических процессов является приоритетным направлением деятельности любого предприятия. Основной задачей предприятия является обеспечение качества выпускаемой продукции, которая отвечала бы определенным потребностям в области применения или назначения, удовлетворяла бы требованиям потребителя, соответствовала бы применяемым стандартам и техническим условиям, учитывала бы требования охраны окружающей среды. Но все это не может быть обеспечено без правильно организованной системы контроля качества. Все выше сказанное и определяет актуальность темы дипломной работы.
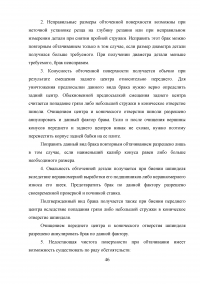
Качество процесса определяется тем, насколько потребительские свойства продукта удовлетворяются на заводском уровне, то есть степенью соответствия требованиям нормативно-технической документации. Эффективность процесса оценивается по качеству выпускаемой продукции и обеспечивается с помощью системы управления. Статистический анализ позволяет определить те параметры качества изделий, которые будут подвергаться контролю (например, размер, твердость и т. д. детали); оценить соответствие положения распределения в отношении поля допуска; выявить характер причин брака на данной операции; провести ее отладку; выбрать способ контроля с назначением порядка взятия и периодичности выборок; подсчитать и нанести на карты предупредительные границы.
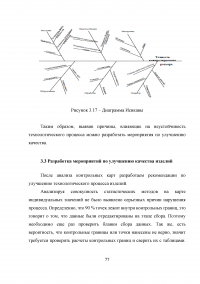
Разработка корректирующих мероприятий производится на основе статистического анализа технологических процессов. Он позволяет выявить «узкие» места, проследить тенденции появления отклонений, определить их закономерности, оценить точность и стабильность работы оборудования.
Объектом дипломной работы является предприятие ОАО «Авиационный ремонтный завод 325». Основным видом деятельности предприятия является ремонт авиатехники.
Предметом исследования является технологический процесс изготовления изделий, а именно болтов и втулок на предприятии.
Целью настоящей дипломной работы является исследование технологических процессов на АРЗ 325 с помощью статистического анализа данных.
Для достижения поставленной цели в работе необходимо решить следующие задачи:
1.1.1 История создания завода
Авиаремонтный завод был сформирован в Новочеркасске (Хотунок) 27 июня 1941 года как 14-я подвижная железнодорожная авиаремонтная мастерская (ПАМ), которая вошла в состав военно-воздушных сил (ВВС) Южного фронта, назначение которого было – выполнять восстановительный и капитальный ремонт авиатехники. За весь период своего существования завод 11 раз менял свое место нахождение, и только в 1948 году завод был перенесён в г. Таганрог. С развалом СССР и общим экономическим упадком в стране пришли и тяжелые времена для 325 АРЗ. Госзаказа резко уменьшился, высококвалифицированные кадры остались без работы. Пытаясь сохранить кадровый потенциал, руководство завода долго не шло на сокращение штатов. Однако остановить стихийный отток возможно было только привлечением заказчиков. Этого сделать не удавалось. И к концу 1998 года завод стоял на пороге сокращения штатов на треть, и мало кто верил в его будущие. Но несмотря на всё, вот уже 74 года на 325 авиационном ремонтном заводе продлевают трудовой век крылатым машинам.
...
1.1.2 Основные виды деятельности
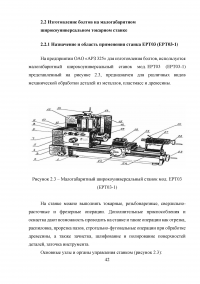
Производственные площади предприятия позволяют выполнять капитальный и текущий ремонты, техническое обслуживание и модернизацию, работы по бюллетеням промышленности и техническим заданиям нескольких типов летательных аппаратов одновременно. Перечислим основные виды деятельности анализируемого предприятия в наши дни:
...
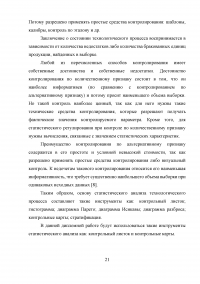
1.2.1 Стадии технологического процесса
Производственный процесс, т.е. процесс изготовления какой-либо продукции, дает совокупность взаимосвязанных выборочных действий, которые имеют шансы существовать как дополнительные, обслуживающие, либо главные. К дополнительным действиям относят износят изготовление приборов, ремонт оснащения, производство энергоресурсов и т.д. К обслуживающим действиям относят промышленный контроль свойств продукции, транспортное обслуживание, складирование вещей труда и производства. Главную часть производственного процесса составляют технологические процессы (ТП). На базе технологического процесса исполняется модифицирование форм, объемов, физико-химических свойств предметов труда. Для целей организации и нормирование предметов труда технологические процессы разделяют на операции.
...
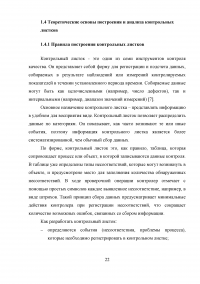
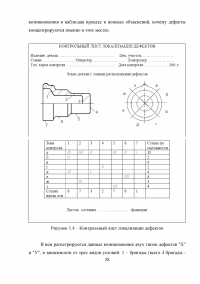
1.4.2.3 Контрольный листок локализации дефектов
Листок такой формы применяется, когда необходимо указывать расположение дефектов на деталях. Во многих случаях это помогает найти и устранить их причины. Например, дефекты отливок, сварочных конструкций, штампованных, терм обработанных деталей, а также дефекты других технологических операций. Пример подобного листка приведен на рисунке 1.4.
...
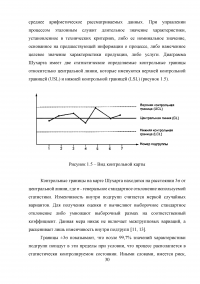
1.5.1 Основы контрольных карт Шухарта
Карта Шухарта требует данных, получаемых выборочно из процесса через приблизительно одинаковые интервалы. Интервалы могут быть установлены или по времени (к примеру, ежечасно), или по количеству продукции (каждая партия). Традиционно каждая подгруппа состоит из однотипных единиц продукции либо услуг с одними и теми же управляемыми признаками, и все подгруппы имеют одинаковые объемы.
...
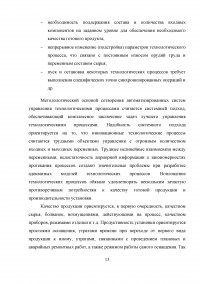
2.1.1 Этапы технологического процесса изготовления болтов
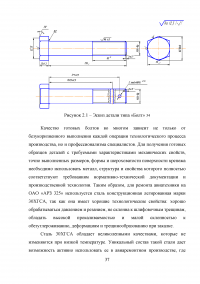
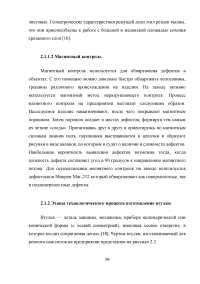
Болт — это крепёжное устройство в виде стержня, на одном конце которого выполнена резьба, а на другом конце — головка [24]. Чертеж болта, изготавливаемый для ремонта самолетов на предприятии представлен на рисунке 2.1.
...
Таблица 2.1 – Технологический процесс изготовления болтов
...
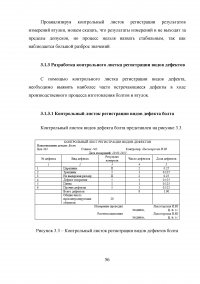
3.1 Построение контрольных листков
Из всех видов контрольных листков для реализации целей дипломной работы были выбраны контрольные листки результатов измерения и регистрации видов дефектов, так как по ним можно более точно определить виды дефектов.
...
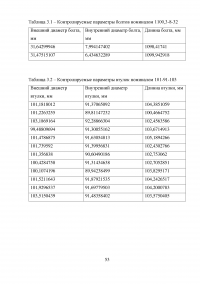
Таблица 3.1 – Контролируемые параметры болтов номиналом 1100,3-8-32
...
Таблица 3.2 – Контролируемые параметры втулок номиналом 101-91-103
...
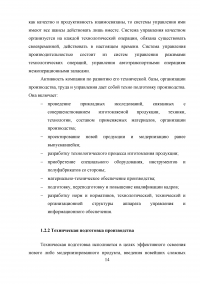
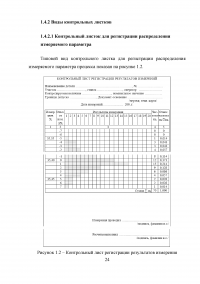
3.1.2.1 Контрольный листок регистрации результатов измерений болтов
Контрольный листок регистрации результатов измерения болтов представлен на рисунке 3.1
...
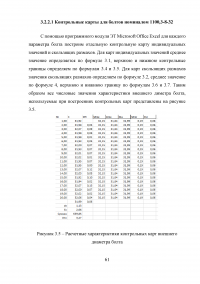
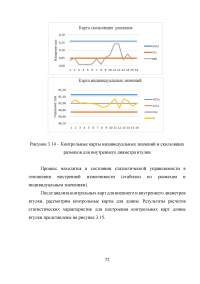
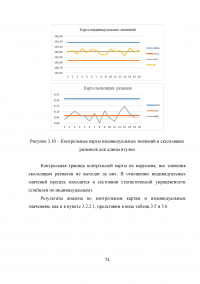
3.2 Построение и анализ контрольных карт Шухарта
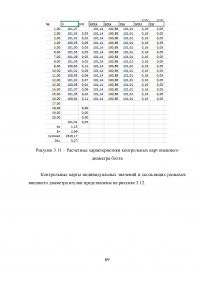
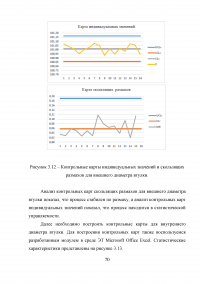
Из всего обширного семейства контрольных карт Шухарта для целей дипломной работы были выбраны контрольные карты индивидуальных значений и скользящих размахов, так как наблюдения проводится над не большим числом проверяемых объектов.
...
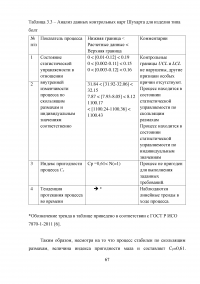
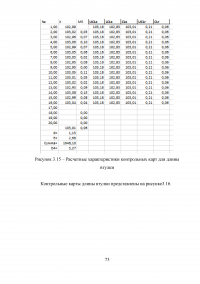
Таблица 3.3 – Анализ данных контрольных карт Шухарта для изделия типа болт
...
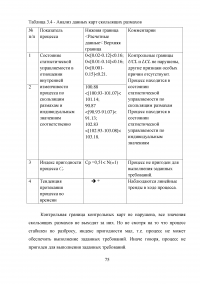
Таблица 3.4 - Анализ данных карт скользящих размахов
...
4.1 Обоснование необходимости и актуальности разработки
Статистические методы управления качеством продукции обладают в сравнении со сплошным контролем качества продукции таким важным преимуществом, как возможностью обнаруживать отклонения от технологического процесса не тогда, когда вся партия деталей изготовлена, а в процессе производства (когда можно своевременно вмешаться в процесс и скорректировать его).
Качество — это степень соответствия совокупности присущих характеристик требованиям.
...
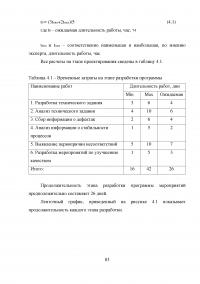
Таблица 4.1 – Временные затраты на этапе разработки программы
...
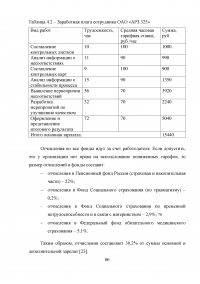
Таблица 4.2 – Заработная плата сотрудника ОАО «АРЗ 325»
...
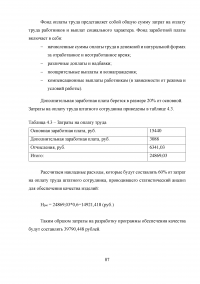
Таблица 4.3 – Затраты на оплату труда
...
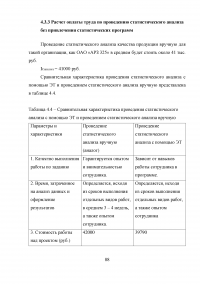
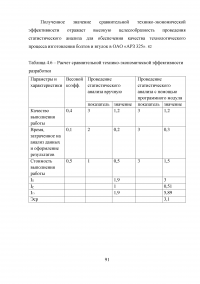
Таблица 4.4 – Сравнительная характеристика проведения статистического анализа с помощью ЭТ и проведением статистического анализа вручную
...
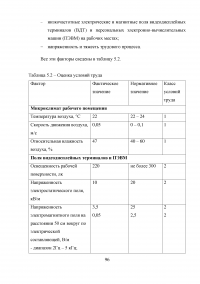
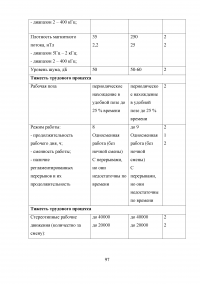
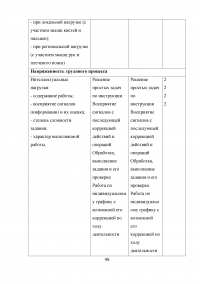
5.1 Потенциальные вредные и опасные факторы при эксплуатации разработки и меры защиты
Целью данной дипломной работы является исследование технологических процессов на ОАО «АРЗ 325» с помощью статистического анализа данных для выявления качества продукции.
Проведение статистического анализа технологических процессов изготовления болтов и втулок предполагает общее ознакомление со структурой организации, осмотр основного производства, изучение технологического процесса и анализ документации и данных с технологической линии.
...
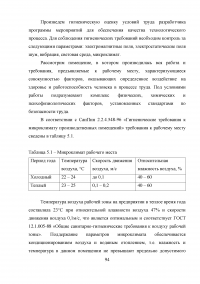
Таблица 5.1 – Микроклимат рабочего места
...
Таблица 5.2 – Оценка условий труда
...
ЗАКЛЮЧЕНИЕ
Проведение статистического анализа технологических процессов, является одним из важнейших предпосылок обеспечения качества продукции на предприятии. Актуальность проблемы нашего исследования связана с тем, что без правильно организованной системы контроля качества, продукция не будет соответствовать стандартам, техническим условиям и требованиям потребителей.
Согласно поставленным задачам в первой главе были рассмотрены основные виды деятельности предприятия. Так же были описаны этапы и стадии технологического процесса на предприятии.
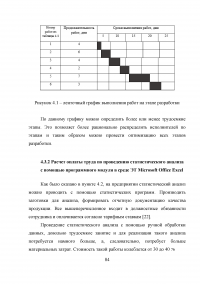
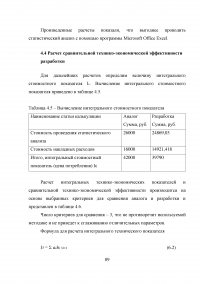
...