| Код | 301614 | ||
| Дата создания | 2015 | ||
| Страниц | 74 ( 14 шрифт, полуторный интервал ) | ||
| Источников | 20 | ||
| Изображений | 5 | ||
|
Файлы
|
|||
|
Без ожидания: файлы доступны для скачивания сразу после оплаты.
Ручная проверка: файлы открываются и полностью соответствуют описанию. Документ оформлен в соответствии с требованиями ГОСТ.
|
|||







Актуальность этого комплексного дипломного проекта заключается в том, что машиностроение нашей страны, чтобы стать более конкурентоспособным, остро нуждается в как можно большей вовлеченности высококвалифицированных кадров в решение такой проблемы, как отставание в развитии от зарубежных конкурентов. Проблема эта, впрочем, имеет как минимум два решения. Более простое, но радикальное решение заключается в том, что можно просто позволить полноценно функционировать рыночной экономике в чистом виде и тогда неэффективные, то есть российские, машиностроительные производители исчезли, освободив плацдарм иностранным компаниям. Но это невозможно по политическим причинам, ибо подобные меры окончательно бы утвердили статус России в качестве страны третьего мира и сырьевого придатка, а также создали бы массовую безработицу в отрасли. Таким образом, реально осуществимым остается только вариант как можно более долгого поддержания российской машиностроительной промышленности путем тесного сотрудничества научно-образовательных учреждений и предприятий, представителей машиностроения. Это мы и наблюдаем на примере ПО ОАО “ЕлАЗ” и ЕФ КНИТУ-КАИ, когда происходит взаимовыгодное сотрудничество, развивающее оба учреждения и делающее каждое из них более конкурентоспособным в своей области. Происходит эффект синергии знаний. В это работе рассматривается одна из областей соприкосновения структур – бережливое производство. Но мы не будем излишне теоретизировать общие моменты, ибо это не принесет никакой ценности ни для кого, а займемся практикой картирования потока создания потребительской ценности, которое позволяет увидеть производственный процесс с другой стороны и значительно уменьшить издержки производства. Вот лишь малая часть положительных качеств картирования:
Актуальность сводится к тому, что на примере производящегося на ЕлАЗе фланца, было использовано самое лучшее из бережливого производства, а затем предельно упрощено, дабы сделать возможным совершать подобные исследования в массовом порядке и не проходя серьезного обучения. Ничего подобного ранее не было зафиксировано, ибо все слепо следовали сложным рутинным инструкциям, тратили лишнее время и множили ошибки.
Объектом исследования является внедрение бережливого производства на ОАО ПО “ЕлАЗ”, а предметом – картирование потока создания потребительской ценности фланца на ОАО ПО “ЕлАЗ”.
Целью дипломного проекта является поиск возможностей для сокращения времени производственного цикла фланца на ОАО ПО “ЕлАЗ” путем составления карт потоков создания потребительской ценности текущего состояния и будущего.
Задачами дипломного проекта являются: освещение методик бережливого производства, более пристальное рассмотрение процедуры картирования, составление карт текущего и будущего состояния производственного процесса и расчет эффективности.
В дипломной работе использованы следующие методы исследования: анализ литературы, изучение и обобщение отечественной и зарубежной практики, сравнение, моделирование, теоретический анализ и синтез.
Практическая значимость данного проекта сводится к значительной экономии при внедрении конкретного исследования и возможности проводить картирование в промышленных масштабах за счет упрощения методологии. Тогда действительно каждый процесс на даже самом крупном предприятии не останется без внимания и будет усовершенствован.
Описывая структуру дипломной работы, стоит отметить, что во введении, например, раскрывается актуальность, предмет и объект исследования, цель и задачи, используемые при написании методы и научная новизна.
В первой главе изложены существующие теоретические наработки касательно бережливого производства, в общем, и картирования потока создания ценности, в частности.
Во второй главе фиксируется текущее положение дел, а точнее, создается карта текущего состояния потока потребительской ценности и предлагаются нововведения, которые могут позволить ее улучшить.
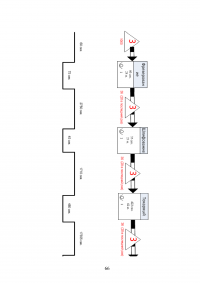
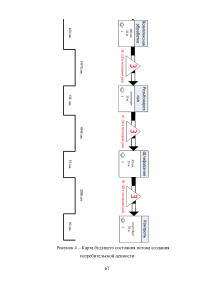
В третьей главе, с учетом предложенных ранее нововведений, составляется карта будущего состояния потока создания потребительской ценности и рассчитывается совокупный экономический эффект.
В заключении сделаны выводы касательно полученного экономического эффекта от внедрения такого инструмента бережливого производства, как картирование потока создания потребительской ценности, а также пригодности данного инструмента на одном из отечественных предприятий.
1.1 Lean management – определение, история возникновения и результаты внедрения
Существуют различные точки зрения относительно происхождения определения lean-management. Сначала обратимся к истории возникновения термина "бережливое производство". В начале 80-х годов прошлого века на внутренний рынок США стремительно вторглись японские легковые автомобили (в основном компании "Toyota") и за несколько лет заняли до 30% внутреннего автомобильного рынка. Американские автомобилестроители стали исследовать причины такого развития событий с целью найти выход из сложившейся ситуации. Для этого был создан фонд и организован исследовательский проект в рамках Международной программы «Автомобили» Массачусетского Технологического Института, во главе которого стали Джеймс Вумек, Д. Т. Джонс и Д. Рус. С начала 1985 года проект начал быстро разворачиваться и за пять лет был тщательно исследован практически весь мировой автомобильный рынок. [1, с. 31] В процессе исследования появился термин lean production, автором которого был Джон Крафчик, один из участников проектной команды, предложивший этот термин сначала в промежуточном отчете проекта, а затем и в открытой печати. [2, с. 15] Итоги проекта, на который было потрачено пять миллионов долларов, были опубликованы в книге Вумека, Джонса и Русса в 1990 году. [3, с. 57] Авторы книги, конечно же, понимали, что новая система опирается, прежде всего, на систему организации производства, разработанную компанией Toyota. Новый термин вполне вероятно понадобился для отражения того факта, что речь идет о чем-то гораздо большем, чем конкретная система производства и управления одной известной и большой компании.
...
1.2 Виды скрытых потерь методы их избегания
В любой системе, во всех процессах — от производства и сборки до гостиничного бизнеса, здравоохранения, транспорта и социальных служб — существуют скрытые потери. Определение и устранение этих потерь ежегодно сохраняет миллионы рублей тем организациям, которые регулярно оценивают свою деятельность по стандартам бережливого производства. [6, с. 47]
Скрытые потери подразделяются на семь категорий:
...
1.3 Карта потока потребительской ценности, как наиболее мощный метод избегания скрытых потерь
Появление процессного подхода было неизбежно. Его жаждали специалисты по информационным технологиям, поскольку он создает обманчиво легкий путь описания всего, что делает организация. Он оказался желанным для специалистов по менеджменту качества, поскольку они искали удобный способ разрушения организационной иерархии во имя ориентации на потребителя. О нем давно мечтали специалисты по управленческому учету, поскольку он помогает находить объекты улучшения для принятия оперативных решений. Когда вошло в моду бережливое производство, оказалось, что и оно остро нуждается в процессном описании бизнеса. А если добавить к этому потребности реинжиниринга бизнеса, то картина станет совершенно ясной. Функциональному подходу, который еще недавно безраздельно господствовал везде и всюду, пришлось отступить.
...
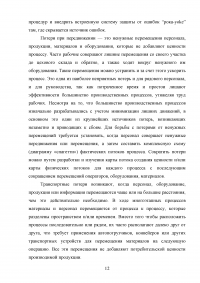
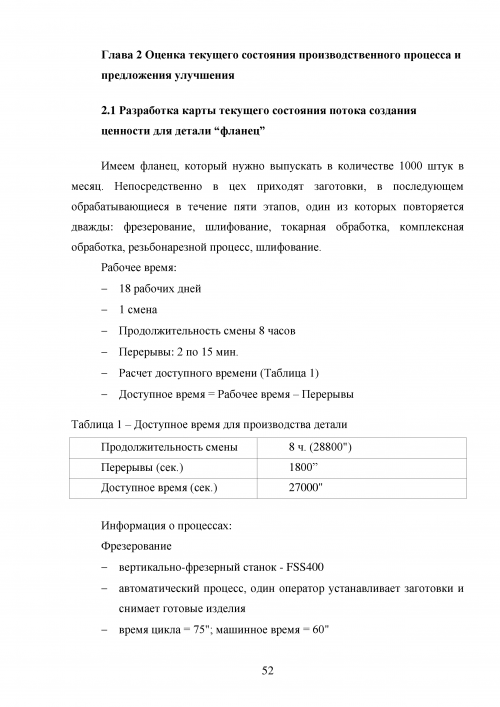
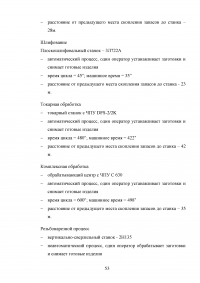
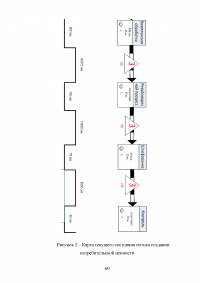
2.1 Разработка карты текущего состояния потока создания ценности для детали “фланец”
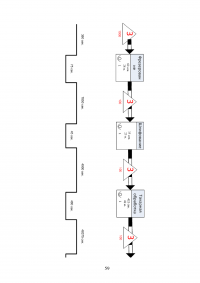
Имеем фланец, который нужно выпускать в количестве 1000 штук в месяц. Непосредственно в цех приходят заготовки, в последующем обрабатывающиеся в течение пяти этапов, один из которых повторяется дважды: фрезерование, шлифование, токарная обработка, комплексная обработка, резьбонарезной процесс, шлифование.
...
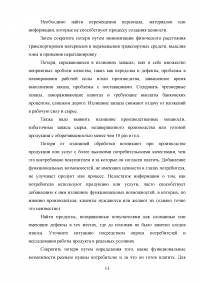
2.2 Предлагаемые улучшения
Проведя тщательный анализ, мы пришли к выводу, что перестановка станков возможна, но она может спровоцировать собой не только улучшение производственного процесса изготовления фланца, но и навредить производственным процессам, нарушив с трудом выстроенный баланс. Не желая в совокупности никаким образом навредить производству, требуются дополнительные исследования всей номенклатуры выпускаемых изделий.
Предлагается увеличить число обрабатываемых деталей на обрабатывающем центре с четырех до шести заготовок, а также поставить 2 универсальных сверла.
...
ЗАКЛЮЧЕНИЕ
Очевидно, что у процесса преобразования «настоящего» в «будущее» нет конца. Он должен быть двигателем менеджмента изо дня в день в любой организации, создающей продукцию для продажи, независимо от того, будет ли это товар, услуга или их комбинация. Как мы убеждаемся снова и снова, когда устраняем источники потерь в течение процесса преобразований, обнаруживаются другие скрытые потери, которые можно ликвидировать в ходе следующего преобразования. Работа менеджеров бережливого производства и их команд состоит в поддержании движения этого виртуозного процесса преобразований.
С этого неплохо бы начать, поскольку для поддержания конкурентоспособности нужно, чтобы поток создания ценности обеспечивал потребителю наиболее короткое время выполнения заказа, минимальную цену, наивысшее качество и надежную поставку. Его нельзя частично оптимизировать для удовлетворения потребностей отдельных процессов, отделов, функций или людей.
...