| Код | 213618 | ||
| Дата создания | 2017 | ||
| Страниц | 94 ( 14 шрифт, полуторный интервал ) | ||
| Источников | 28 | ||
| Изображений | 7 | ||
|
Файлы
|
|||
|
Без ожидания: файлы доступны для скачивания сразу после оплаты.
Ручная проверка: файлы открываются и полностью соответствуют описанию. Документ оформлен в соответствии с требованиями ГОСТ.
|
|||






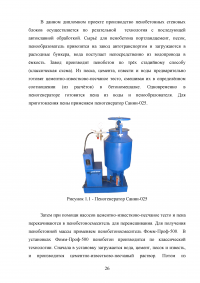

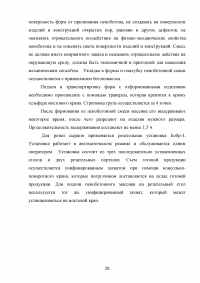









Пенобетон – это легкий ячеистый бетон, получаемый при твердении раствора, состоящего из цемента, песка, воды, пенообразователя. Эта пена позволяет содержать необходимое количество воздуха в составе бетона и его равномерное распределение во всей массе в виде замкнутых ячеек. Из пеноконцентрата получают пену. Пенобетонные блоки можно пилить, фрезеровать, сверлить. При большом размере пенобетонные блоки имеют небольшую массу. Например, блок размером 600х300х200 весит от 11,7 до 47,5 кг в зависимости от плотности. Пенобетон используют в строительстве с 70-х годов ХХ века более чем в 40 странах мира:
Данный продукт может быть использован как конструкционный, так и теплоизоляционный материал. В настоящее время возможно использование пенобетона для строительства несущих стен в домах из нескольких этажей. Основное отличие пенобетона от других строительных материалов - это высокие теплоизоляционные свойства. 30 см пенобетона по теплоизоляционным качествам равны 75-90 см керамзитобетона или 150-180 см кирпича.
При правильном применении всех технологии можно получить качественный пенобетон, отвечающий всем требованиям к строительным материалам. В пользу технологии производства пенобетона говорят и экономические аспекты: простые технологии изготовления пенобетона, не требующих больших капиталовложений. Из-за высокой подвижности пенобетонной смеси сокращаются и энергозатраты на его заливку в формы. Высокие теплоизоляционные характеристики пеноблоков позволяют снижать потребление энергии на обогрев дома при его эксплуатации в холодный период года. Ячеистым бетонам посвящены работы П.И. Боженова, М.З. Волженского, К.Э. Горяйнова и других ученых.
Обоснование выбора района строительства
Наш завод по производству пенобетонных блоков 10 тыс. м3/год будет расположен в г.Актобе. Актобе – город в Западном Казахстане, административный центр Актюбинской области. Занимает пятое место среди городов Казахстана по числу жителей и является самым крупным городом в Западном Казахстане. Население – 387 807 человек (1 января 2015 года). Формирующаяся Актюбинская Агломерация, которая в будущем должна вместить 1,3 млн. человек включает в себе несколько десятков населенных пунктов вблизи Актобе. Климат города – резко континентальный. Зимой погода Актобе находится под воздействием глубокого циклона над Исландией и мощного Сибирского антициклона над Монголией. Лето жаркое и продолжительное. Лето длится около четырех месяцев; зима умеренно холодная, возможны кратковременные оттепели. Среднегодовая температура составляет 5,3℃. Актобе является крупным индустриальным центром. В городе расположены заводы ферросплавов, хромовых соединений, сельскохозяйственного машиностроения, силикатных материалов. Также в городе находится завод по производству профнастила, металлочерепицы и энергосберегающих пакетов мощностью 200 тыс. м2/год и кирпичный завод, производящий несколько видов керамических кирпичей мощностью 20 млн.шт/год. Актобе является одним из крупных железнодорожно-автодорожных узлов в Казахстане. В 250 км к юго-востоку от города Актобе находится Мугоджарское месторождение кварцевого песка.
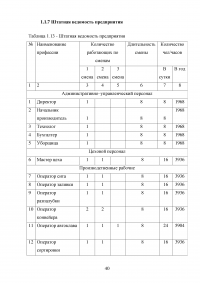
1.1.1 Режим работы завода
Режим работы завода характеризуется количеством рабочих дней в году, числом рабочих смен в сутки и числом часов работы в смену. Произведением этих трех показателей определяется номинальный годовой фонд времени работы завода или его отдельных цехов.
Производственная программа и принятый режим работы цеха являются исходными данными для расчета потоков перерабатываемого сырья, технологического оборудования и состава рабочих.
Количество рабочих дней в году для прерывно работающих линий можно определить по формуле:
...
Таблица 1.1 - Режим работы предприятия
...
1.1.2 Номенклатура продукции
Блоки должны изготовляться в соответствии с требованиями ГОСТ 31360-2007 «Изделия стеновые неармированные из ячеистого бетона автоклавного твердения. Технические условия» по технологической документации, утвержденной в установленном порядке. Настоящий стандарт распространяется на стеновые неармированные изделия, изготовленные из ячеистого конструкционно-теплоизоляционного бетона автоклавного твердения, предназначенные для применения в качестве несущих и самонесущих элементов в наружных стенах зданий и сооружений с сухим, нормальным и влажным режимами эксплуатации при неагрессивной среде, а также для внутренних стен и перегородок в помещениях с относительной влажностью воздуха не более 75% и неагрессивной средой.
...
Таблица 1.2 - Качественные характеристики пенобетонных блоков
...
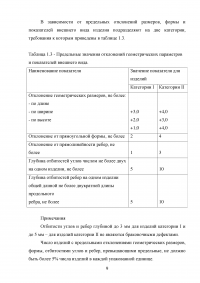
Таблица 1.3 - Предельные значения отклонений геометрических параметров и показателей внешнего вида.
...
Таблица 1.4 - Расчет производительности по технологическим переделам
...
1.1.3.1 Характеристика сырьевых и исходных материалов
Таблица 1.5 - Химический состав песков
...
Таблица 1.6 - Гранулометрический состав песков
...
Таблица 1.7 - Состав клинкера (% вес)
...
Таблица 1.8 - Физико-механические характеристики пены
...
Таблица 1.9 - Потребность завода в сырье
...
Таблица 1.10 - Расход материалов на 1 м3 пенобетона
...
1.1.4.1 Обоснование способа производства
Существуют три способа получения пеноблоков:
1) Заливка пенобетона в кассетные металлические формы. Залитый пенобетон застывает в течение 10 часов, после этого форма разбирается, и из нее достаются готовые блоки. Одну форму можно использовать 2 раза за сутки. Соответственно, если производить 20 куб.м. пенобетона в день, то нужно 10 форм и 2-х сменная работа. При объемах производства до 40 куб.м. блоков в день технология разливки по формам экономически более целесообразна. Плюсы: сравнительно небольшие вложения и простота производства. Минусы: трудно производить большие объемы, привязанность к типоразмерам.
...
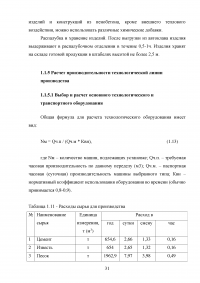
1.1.5.1 Выбор и расчет основного технологического и транспортного оборудования
Таблица 1.11 - Расходы сырья для производства
...
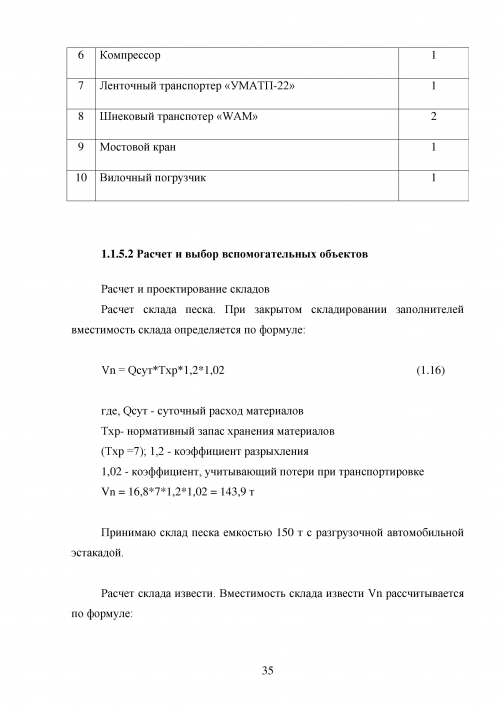
Таблица 1.12 - Штатная ведомость оборудования
...
1.2 Архитектурно-строительные решения
Исходные данные
Характеристика зданий и сооружений по огнестойкости:
Все здания и сооружения относятся ко II степени огнестойкости, так как несущие ограждающие конструкции выполнены из сборного железобетона. Работы относятся к VI разряду строительной работы.
Данная климатическая зона характеризуется следующими показателями:
...
Таблица 1.14 - Повторяемость направлений ветра для г. Актобе
...
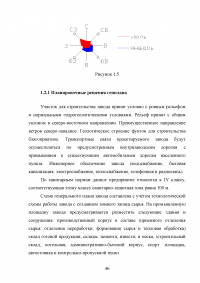
1.2.1 Планировочные решения генплана
Участок для строительства завода принят условно с ровным рельефом и нормальными гидрогеологическими условиями. Рельеф принят с общим уклоном в северо-восточном направлении. Преимущественное направление ветров северо-западное. Геологическое строение фунтов для строительства благоприятное. Транспортные связи проектируемого завода будут осуществляться по предусмотренным внутризаводским дорогам с примыканием к существующим автомобильным дорогам населенного пункта. Инженерное обеспечение завода (водоснабжение, бытовая канализация. электроснабжение, теплоснабжение, телефонная и радиосвязь).
...
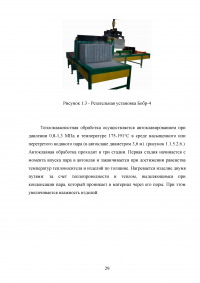
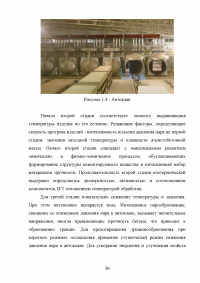
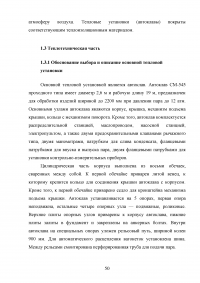
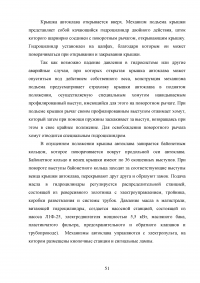
1.3.1 Обоснование выбора и описание основной тепловой установки
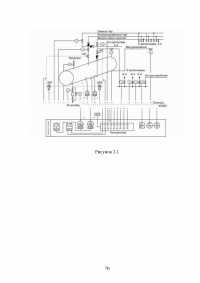
Основной тепловой установкой является автоклав. Автоклав СМ-545 проходного типа имеет диаметр 2,6 м и рабочую длину 19 м, предназначен для обработки изделий шириной до 2200 мм при давлении пара до 12 атм. Основными узлами автоклава являются корпус, крышка, механизм подъема крышки, кольцо с механизмом поворота. Кроме того, автоклав комплектуется распределительной станцией, маслопроводом, насосной станцией, электропультом, а также двумя предохранительными клапанами рычажного типа, двумя манометрами, патрубком для слива конденсата, фланцевыми патрубками для впуска и выпуска пара, двумя фланцевыми патрубками для установки контрольно-измерительных приборов.
...
1.3.2 Технологический расчет
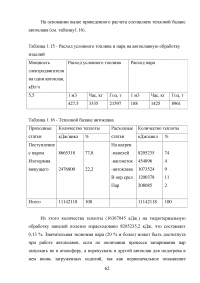
Таблица 1.15 - Расход условного топлива и пара на автоклавную обработку изделий
...
Таблица 1.16 - Тепловой баланс автоклава
...
1.3.3 Расчет расхода тепла на непроизводственные нужды
Таблица 1.17 - Расход тепла на отопление и вентиляцию завода
...
Таблица 1.18 - Расход пара и топлива по заводу
...
2 Раздел автоматика и автоматизация технологических процессов
Современный завод по производству пенобетона практически полностью автоматизирован. Электронное управление технологическим процессом позволяет четко отслеживать значения температуры и давления. Благодаря этому готовые пенобетонные блоки характеризуются минимальной температурной, карбонизационной и влажностной усадкой (не выше 0,3-0,5 мм/м).
Автоматизация – основа развития современной промышленности, генеральное направление технического прогресса. Цель автоматизации производства заключается в повышении эффективности труда, улучшении качества выпускаемой продукции, в создании условий для оптимального использования всех ресурсов производства. Автоматизация изменяет характер труда человека, который берет на себя функции технического обслуживания и ведения предписаний, необходимых для заданного функционирования автоматической системы. Одновременно с изменением характера труда изменяется содержание квалификации: упраздняются старые профессии с присущим им тяжелым физическим трудом, быстро растет удельный вес инженерно-технических работников, которые обеспечивают нормальное функционирование сложного оборудования, также разрабатывают более совершенные его виды.
...
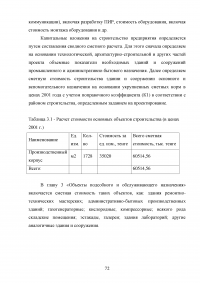
3.1 Расчет инвестиционных затрат на строительство предприятия
В состав капитальных вложений входят: стоимость строительства здании и сооружении (производственные здания, здания административно-бытового назначения, протяженность проектируемых инженерных коммуникации), включая разработку ПИР, стоимость оборудования, включая стоимость монтажа оборудования и др.
...
Таблица 3.1 - Расчет стоимости основных объектов строительства (в ценах 2001 г.)
...
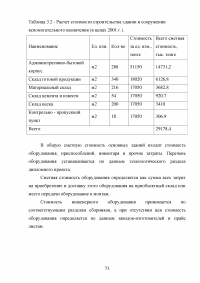
Таблица 3.2 - Расчет стоимости строительства здании и сооружении вспомогательного назначения (в ценах 2001 г.).
...
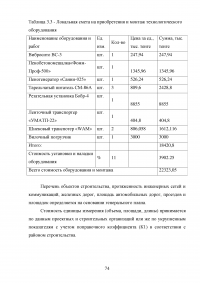
Таблица 3.3 - Локальная смета на приобретения и монтаж технологического оборудования
...
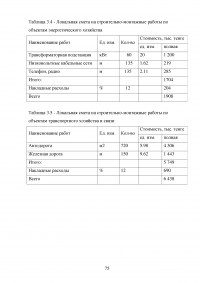
Таблица 3.4 - Локальная смета на строительно-монтажные работы по объектам энергетического хозяйства
...
Таблица 3.5 - Локальная смета на строительно-монтажные работы по объектам транспортного хозяйства и связи
...
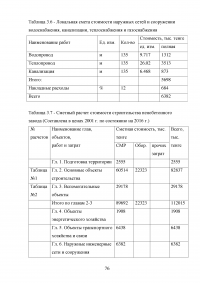
Таблица 3.6 - Локальная смета стоимости наружных сетей и сооружении водоснабжения, канализации, теплоснабжения и газоснабжения
...
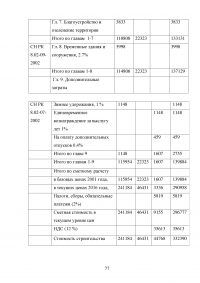
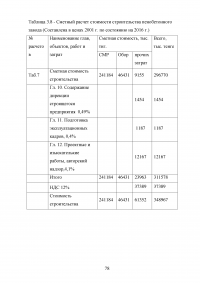
Таблица 3.7 - Сметный расчет стоимости строительства пенобетонного завода (Составлена в ценах 2001 г. по состоянию на 2016 г.)
...
Таблица 3.8 - Сметный расчет стоимости строительства пенобетонного завода (Составлена в ценах 2001 г. по состоянию на 2016 г.)
...
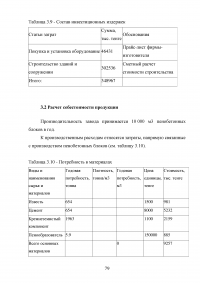
Таблица 3.9 - Состав инвестиционных издержек
...
3.2 Расчет себестоимости продукции
Таблица 3.10 - Потребность в материалах
...
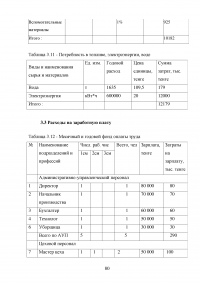
Таблица 3.11 - Потребность в топливе, электроэнергии, воде
...
3.3 Расходы на заработную плату
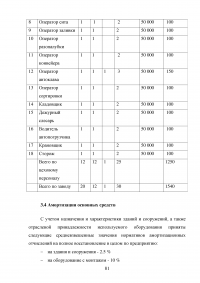
Таблица 3.12 - Месячный и годовой фонд оплаты труда
...
3.4 Амортизация основных средств
Таблица 3.13 - Расчет сумм годовых амортизационных отчислений
...
Таблица 3.14 - Структура себестоимости продукции
...
Таблица 3.15 - Расчет доходов, получаемые от продажи
...
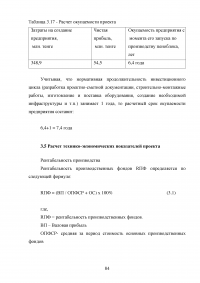
Таблица 3.16 - Расчет чистой прибыли
...
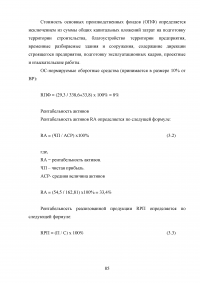
Таблица 3.17 - Расчет окупаемости проекта
...
3.5 Расчет технико-экономических показателей проекта
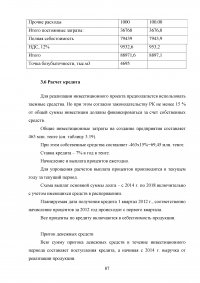
Таблица 3.18 - Расчет порога рентабельности (точки безубыточности)
...
3.6 Расчет кредита
Для реализации инвестиционного проекта предполагается использовать заемные средства. Но при этом согласно законодательству РК не менее 15 % от общей суммы инвестиции должны финансироваться за счет собственных средств.
Общие инвестиционные затраты на создание предприятия составляет 463 млн. тенге (см. таблицу 3.19).
...
Таблица 3.19 - Основные технико-экономические показатели
...
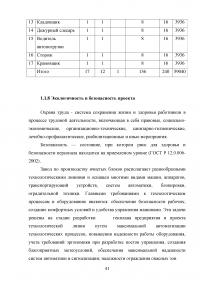
ЗАКЛЮЧЕНИЕ
Завод по производству пенобетонных блоков будет располагаться в городе Актобе, на западе Республики Казахстан. В настоящее время Актюбинская область является крупным индустриальным центром Казахстана.
Численность населения - в Актобе 387 807 человек. Предполагается производство пенобетонных блоков для жилых и общественных зданий.
Режим работы завода характеризуется количеством рабочих дней в году, числом рабочих смен в сутки и числом часов работы в смену, которые составляют 246 рабочих дня.
Площадка для строительства завода по производству пенобетонных блоков максимально приближена к месторождению сырья, песок месторождения Мугоджар, расположен в 250 км юго-восточнее г. Актобе. ГОСТ 8736-93 «Песок для строительных работ. ТУ».
...