| Код | 208581 | ||
| Дата создания | 2018 | ||
| Страниц | 42 ( 14 шрифт, полуторный интервал ) | ||
| Источников | 5 | ||
|
Файлы
|
|||
|
Без ожидания: файлы доступны для скачивания сразу после оплаты.
Ручная проверка: файлы открываются и полностью соответствуют описанию. Документ оформлен в соответствии с требованиями ГОСТ.
|
|||

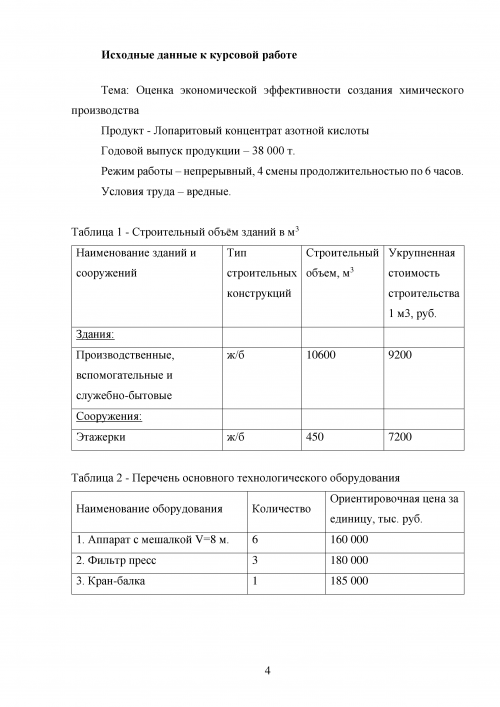













Исходные данные к курсовой работе
Тема: Оценка экономической эффективности создания химического производства
Продукт - Лопаритовый концентрат азотной кислоты
Годовой выпуск продукции – 38 000 т.
Режим работы – непрерывный, 4 смены продолжительностью по 6 часов.
Условия труда – вредные.
...
Таблица 1 - Строительный объём зданий в м3
...
Таблица 2 - Перечень основного технологического оборудования
...
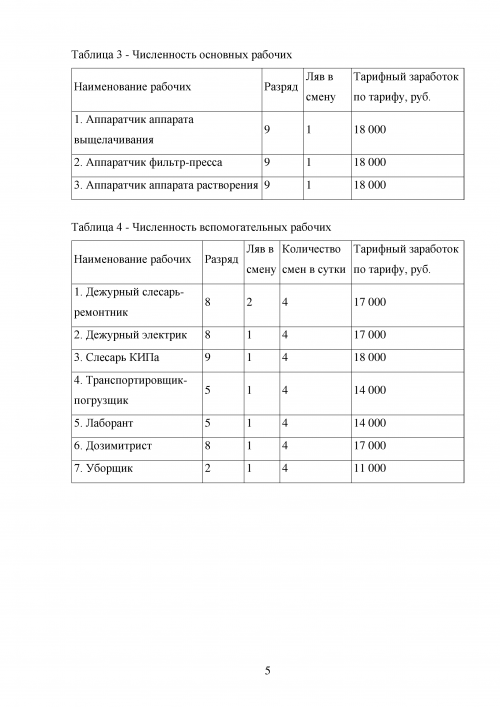
Таблица 3 - Численность основных рабочих
...
Таблица 4 - Численность вспомогательных рабочих
...
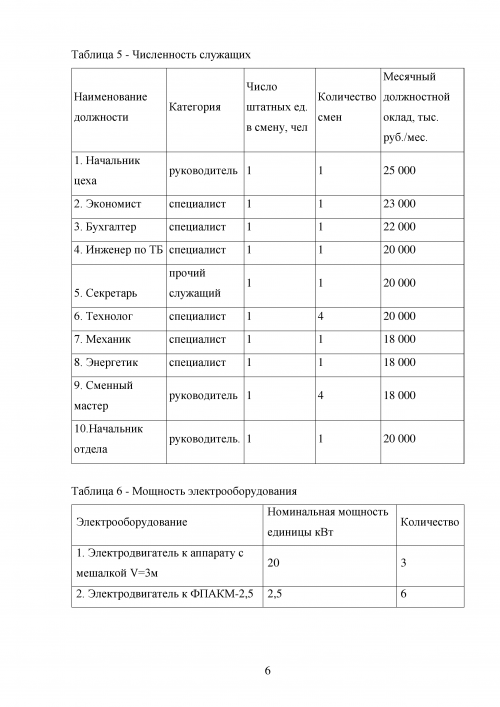
Таблица 5 - Численность служащих
...
Таблица 6 - Мощность электрооборудования
...
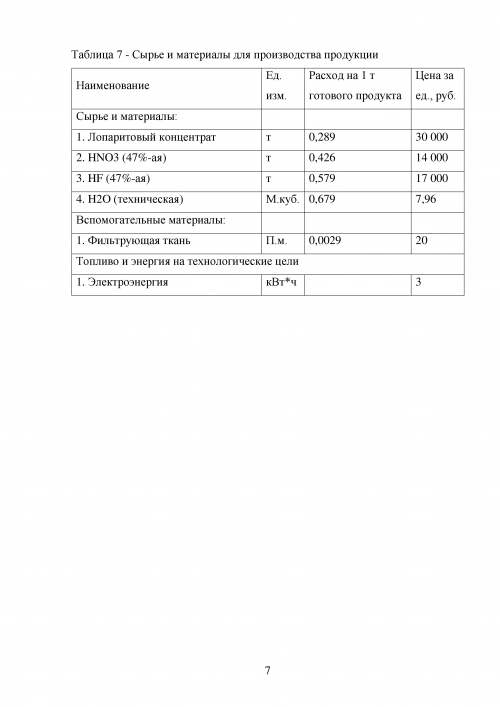
Таблица 7 - Сырье и материалы для производства продукции
...
Лопаритовый концентрат (ЛК), производимый ОАО «Ловозерская ГМК», был и по-прежнему остается одним из основных источников РЗЭ, ниобия и тантала в России. Утвержденные балансовые запасы титана, ниобия, тантала и РЗЭ, связанные с ЛК Ловозерского месторождения, позволяют обеспечить потребности внутреннего рынка на многие десятилетия. Имеются перспективы наращивания запасов лопаритовых руд. Традиционные гидрометаллургические технологические схемы не обеспечивают экономически рентабельного извлечения всех ценных компонентов из ЛК.
Для оценки и разработки рациональных технологий переработки ЛК необходимо было выполнить следующие основные этапы:
Главной его целью является создание многовариантного пакета реагентов и режимов, обеспечивающего синтез оптимальных вариантов переработки поликомпонентного сырья; создание эффективных аппаратурных комплексов, обеспечивающих замкнутость технологического процесса; расширение гаммы конечной товарной продукции для обеспечения полной утилизации всех ценных компонентов комплексного сырья с учетом нестабильности конъюнктуры на потребительском рынке редких металлов и их соединений.
Ряд вариантов схем основан на разложении ЛК соляной или азотной кислотами с последующей переработкой, выделенного при этом гидратированного осадка и состоящего из оксидов титана, ниобия и тантала, различными методами, включающими сернокислотно-фторидный, фторидный, хлорирование и др. Перспективность у комплексных азотнокислотного и солянокислотного методов переработки ЛК связана с выявленной возможностью экстракции тантала и ниобия из растворов, не содержащих других минеральных кислот, кроме фтороводородной, и безреагентной переработкой ниобиевых реэкстрактов и титановых рафинатов с регенерацией HF. Это существенно отличает экстракционный процесс при переработке ЛК и колумбито-танталитовых концентратов [7] и создаёт перспективу переработки ЛК и другого бедного сырья в цикле без использования сильных минеральных кислот (соляной и серной) с регенерацией HF без сброса больших количеств кислотных стоков. С учетом литературных и представленных данных предлагается к проектированию азотнокислотно-гидрофторидная технология – рис. [8, 9].
Важной особенностью нового варианта разработанной и реализованной в виде проекта схемы химико- металлургического производства по переработке ЛК является ее ориентирование на сокращение отходов производства, более полное использование сырья, углубление его переработки и получение более широкого спектра готовой продукции, в том числе, с улучшенными потребительскими характеристиками.
Цель работы состоит в оценке эффективности создания производства по производству лопаритового концентрата азотной кислоты.
Задачи работы:
Объектом работы выступает проектируемый цех, а предметом организация производства.
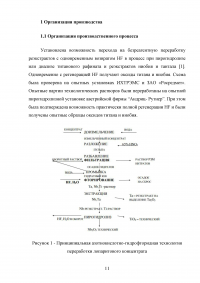
1.1 Организация производственного процесса
Установлена возможность перехода на безреагентную переработку реэкстрактов с одновременным возвратом HF в процесс при пирогидролизе или диализе титанового рафината и реэкстрактов ниобия и тантала [1]. Одновременно с регенерацией HF получают оксиды титана и ниобия. Схема была проверена на опытных установках ИХТРЭМС и ЗАО «Росредмет». Опытные партии технологических растворов были переработаны на опытной пирогидролизной установке австрийской фирмы “Андриц- Рутнер”. При этом была подтверждена возможность практически полной регенерации HF и были получены опытные образцы оксидов титана и ниобия.
...
2.1 Расчет сметной стоимости зданий и сооружений
Размер строительного объема приведена в исходных данных – по производственным, служебно-бытовым и вспомогательным зданиям она равна 10600 м.кв.
Размер укрупненной стоимости единицы общестроительных работ приведена в исходных данных – 9200 руб.
Размер общей стоимости общестроительных работ определяем следующим образом:
...
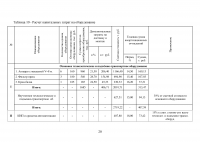
Таблица 9 - Определение капитальных затрат на строительство зданий и сооружений
...
Таблица 10 - Расчет капитальных затрат на оборудование
...
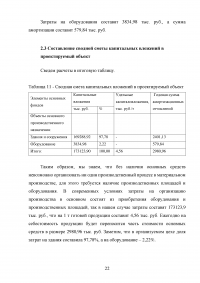
2.3 Составление сводной сметы капитальных вложений в проектируемый объект
Сведем расчеты в итоговую таблицу.
...
Таблица 11 - Сводная смета капитальных вложений в проектируемый объект
...
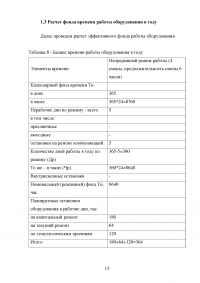
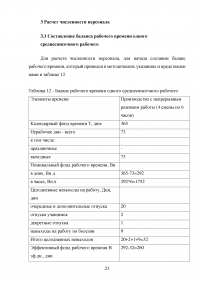
3.1 Составление баланса рабочего времени одного среднесписочного рабочего
Для расчета численности персонала, для начала составим баланс рабочего времени, который приведен в методических указаниях и представлен нами в таблице 12.
...
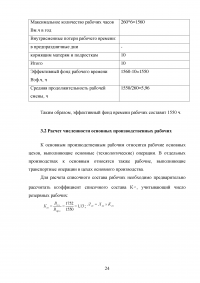
Таблица 12 - Баланс рабочего времени одного среднесписочного рабочего
...
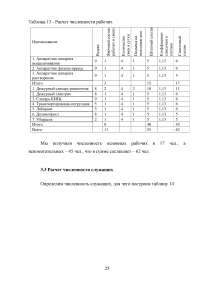
Таблица 13 - Расчет численности рабочих
...
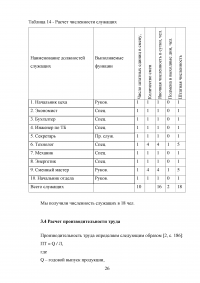
Таблица 14 - Расчет численности служащих
...
4.1 Расчет фонда заработной платы рабочих
Расчет фонда заработной платы основных и вспомогательных рабочих произведем, используя таблицу 15.
Расчет по аппаратчикам аппаратов выщелачивания:
Доплаты за условия труда:
...
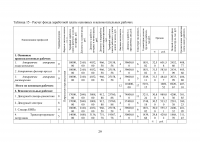
Таблица 15 - Расчет фонда заработной платы основных и вспомогательных рабочих
...
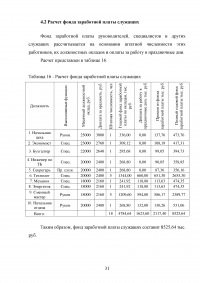
4.2 Расчет фонда заработной платы служащих
Фонд заработной платы руководителей, специалистов и других служащих рассчитывается на основании штатной численности этих работников, их должностных окладов и оплаты за работу в праздничные дни.
Расчет представлен в таблице 16.
...
Таблица 16 - Расчет фонда заработной платы служащих
...
Таблица 17 - Сводные показатели по труду и заработной плате
...
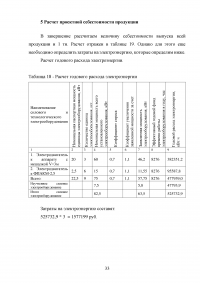
5 Расчет проектной себестоимости продукции
В завершение рассчитаем величину себестоимости выпуска всей продукции и 1 тн. Расчет отражен в таблице 19. Однако для этого еще необходимо определить затраты на электроэнергию, которые определим ниже.
Расчет годового расхода электроэнергии.
...
Таблица 18 - Расчет годового расхода электроэнергии
...
Таблица 19 - Проектная калькуляция себестоимости; Проектируемый годовой выпуск – 38000 т. Калькуляционная единица – 1 т.
...
Таблица 20 - Смета общепроизводственных расходов
...
6 Технико-экономические показатели и определение экономической эффективности проектируемого производства
Сводная таблица технико-экономических показателей составляется по таблице 21.
...
Таблица 21 - Сводная таблица основных технико-экономических показателей
...
ЗАКЛЮЧЕНИЕ
Каждая фирма, начиная процесс производства должна быть уверенна, что её затраты обязательно окупятся и принесут прибыль.
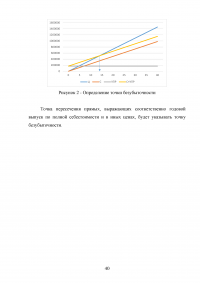
По итогам расчетов точки безубыточности мы можем сделать вывод, что в процессе реализации проекта мы сможем работать, не неся убытков. Итоги расчетов таблицы наглядно показывают, что третий год реализации проекта является сроком возврата инвестиций, то есть в нашем случае создание нового предприятия целесообразно.
...